目次
本記事でわかること
本記事では、接触式三次元計測機がどのような測定機なのかを解説し、その基本原理や構造、主な用途とメリット・デメリットまでを丁寧に説明しています。接触式三次元計測機は、タッチプローブを用いて対象物に触れながらXYZ軸方向の寸法や形状データを取得する方式であり、高い精度と測定の高速化が期待できる点が特徴です。
また、工作機械内での位置決めや不良品判別などへの活用例も紹介しています。
一方で、装置の大型化や熱膨張への対策が必要であること、柔らかい物体の計測が困難な点など、注意すべきデメリットにも触れています。
さらに、接触式と非接触式の違いについても解説し、用途や環境に応じた三次元計測機の選び方に関する視点も解説しており、三次元計測機の基本と現場での活用ポイントを把握できます。
本コラムをPDF資料として読みたい方はこちら
接触式三次元計測機とは?
三次元計測の歴史は古くまで遡り、人々は初め、ノギスのような機器で目盛りを読み取って大きさを測っていました。
測定子を被測定物に押し付けデータを取得するといった性質上,測定者の感覚や習熟度に左右され精度が安定
しませんでしたが、1970年代になるとタッチプローブ式の三次元計測手法が英国で開発されました。
そして時代は進み、現在では光を用いた非接触での計測が主流になりつつあります。
しかしながら、多くの新技術による改善や測定環境の制約などから接触式の三次元計測も未だに多く用いられており、
主要な三次元計測の手法として確立されています。 本記事では、そのような接触式の三次元計測機に
スポットを当てて解説していきます。
構造と特徴
現在用いられている接触式三次元計測の元となっている手法が、タッチプローブを対象物に接触させて計測を行う
タッチプローブ方式です。プローブは、圧力などを測定できる高精度センサーで、下の画像のような外観をしています。
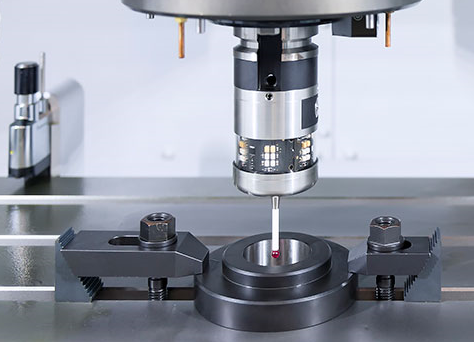
図1 タッチプローブの外観
構造ですが、プローブで最も基本的である3点支持構造を下図に表しました。(図2)
プローブ内部は大きく、検出器が入っている本体部分とスタイラス及びスタイラスの支持機構の部分に分けられます。
本体側では、内部に配置された3本のピンを二個一対三組のボールが支えており、この支持部が電気的なスイッチを
兼ねます。測定子の支持体であるスタイラスセンタにはスプリングの圧力が一定してかかるよう設計されており、
安定して接触状態か非接触状態か判断できるようにしています。
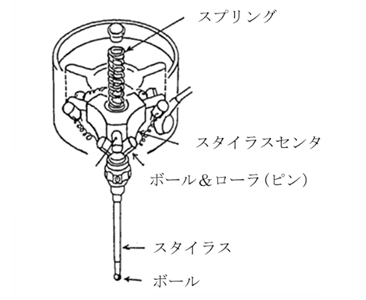
図2 タッチプローブの内部構造(模式図)
参考元:タッチプローブの構造 [大矢 誠:タッチトリガプローブの精度に関する研究]
用途とメリット
三次元計測によって、以下のようなことが可能になります。
測定の高速化、精度向上
⇒測定機により接触点を移動させるだけで自動的に三次元計測を行えるので非常に高速です。また、
人手を必要としない為、測定者の感覚や習得度に左右されることなく安定した精度で測定を行えます。
工作機械内での原点出し・位置決めが可能
⇒加工機内で対象物を固定したまま計測可能です。工作機から測定機への運搬や三次元計測の待ち時間を
排除することで、時間や労力の効率化ができます。また、固定されている状態(位置・角度・傾き)を自動的に把握し、
その後の加工工程に反映させることでねじ穴の位置ずれなどのエラーを防ぎます。
不良品の判別
⇒加工物を測定することで寸法が公差以内で収まっているか検査することが可能です。
同時に不良品のはじき出しもできます。
デメリット
一般的に三次元計測は精密計測に分類されます。そのため、精密計測ではサンプルの熱膨張の誤差を避けるために
一定の温度に維持された環境が推奨されており、そのような環境の準備が必要となります。
また、特定の製品に対して設計された三次元計測機やハンディタイプを除き、一般的に装置が大きくなりがちです。
また、スタイラスを測定物に直接押し付けるため、柔らかい物体など形状変化を起こす物体は計測できませんし、
接触面に傷や凹みをつける可能性があります。
接触式と非接触式の違いとは?
接触式の三次元計測手法としてタッチプローブ式を紹介しました。では非接触での3次元計測には
どんなものがあるのでしょうか?
一見、対象物に触れない為に非接触の方が優れているように感じますが、そこにはメリットとデメリットが存在します。
非接触3次元計測手法を紹介した後に、それらについて解説していきます。
非接触での三次元計測手法
非接触で三次元計測を行うためには基本的に光を用います。一部では音波や電磁波を用いた計測手法も存在しますが、今回は光を用いた手法をピックアップして比較します。ピックアップしたものを以下の表にまとめました。
| 計測手法 | 簡単な原理や特長 |
| 光レーダー法 | 測定対象物に光を照射し、反射光が返ってくるまでの時間や位相差を測定することで距離を計測する。 LiDARとも言う。 |
| アクティブステレオ法 | 測定対象物に光を投影し、反射光のパターンをカメラで計測することで、三次元計測。 |
| 光干渉法 | 光源から出射された光を2つに分割し、片方の光を測定対象物に照射後、 2つの光を1つに戻す。このときに発生する干渉縞を観測することで三次元計測。 |
| レンズ焦点法 | 光源と、測定対象の結像位置にピンホールを配置した系を用いる。対象物を深さ方向に掃引し、ピーク輝度とピーク位置を取得することで三次元計測。 |
| パッシブステレオ法 | 測定対象物を複数のカメラを用いて異なる視点から撮影し、画像のズレを利用して 三角測量法の原理で三次元計測。 |
これら非接触三次元計測手法の詳細は コチラの記事>> 三次元 (3D) 計測とはー 計測手法、機器の選び方解説
それぞれのメリットとデメリット
前項で紹介した非接触手法とタッチプローブ式のスペック的な特徴を下の表にまとめました。
| 分類 | 方式 | 測定対象 | 測定レンジ | 精度 | リアルタイム計測 |
| 接触 | タッチプローブ法 | 固い物体 | ~数m | 数十㎛(ボールサイズによる制限あり) | 不可 |
| 非接触 | 光レーダー法 | 光の吸収・乱反射の少ない物体、 透明でない物体 | 数m | 数cm~数m | 可 |
| 非接触 | アクティブステレオ法 | 鏡面でない物体 透明でない物体 | 数cm~数m | 数十㎛~数cm | 測定に数秒程度かかる |
| 非接触 | 光干渉法 | 反射率の高い物体 凸凹の少ない物体 | 数㎛~ | サブナノメートル | 方法によっては適応可能 |
| 非接触 | レンズ焦点法 | 鏡面でない物体 | 数mm | 数㎛~ | 不向き |
| 非接触 | パッシブステレオ法 | 平坦でない物体 | 数cm~数m | 数mm | 可 |
表を見ると非接触手法は計測対象に制限が多いことが分かります。これは計測対象の形や材料によっては
光が返ってこないこということが起こり得るためです。
また、精度は高いものの測定レンジが狭かったり、逆に、広範囲が見えても精度が悪かったりするものが多いです。
対して、接触式は一見高精度に広範囲を測定できるように見えますが、微細な部分に関してはスタイラス先のボールが
入り込めない為、計測上の制限が生じます(一般的にはφ0.5mm)。また、一点のみを計測するため速度では
非接触式に劣る部分が多くなります。
一般的な違いをまとめると、下のようになります。
| 【接触式】 | 【非接触式】 |
| 固い物体なら何でも計測可能 | 変形しやすい物も測定できるが、形状や材料による制限が多い |
| 狭い範囲から広範囲まで対応可能 | 方式によって範囲や精度が変化する (トレードオフの関係になることが多い) |
| 掘削を行う環境やガス中など、過酷な環境でも使用可能 | クリーンな環境が必要 |
| 変位に対しては高精度だが、ボールより小さい構造は見ることができない | 光が検出できる範囲であれば微細な構造まで検出可能 |
| 高速計測や位置変動には弱い | 非常に高速。方式によってはリアルタイムに位置変動にも対応可能。 |
| サンプルに傷をつける可能性がある | サンプルに傷をつけることはない |
| 全体が大きくなりがち | 方式によっては小型化可能 |
| 正確に計測を行うためには温度管理が必要 | 機械的な機構が無いため、少ないメンテナンスで済む |
| メンテナンス(スタイラスなど)が必要になることが多い |
関連動画
▼『3D検査』解説!光切断法 VS 構造化照明│Vol.45
三次元計測機を用いて生産性を上げるポイント
三次元計測を行うことで、飛躍的な安全性・信頼性の向上や作業量の減少を果たすことが可能です。
しかしながら、三次元計測機は高いものだと数千万円するものもあり、簡単な長さや穴径を測定するだけなら
ノギスやマイクロメーターで代用できるものもあります。
無理のないコストの範囲で、何をどれくらいの時間で計測したいかを明確にすることによって最適な三次元計測を見つけることで生産性の向上を果たすことが可能です。
まとめ
- ・三次元計測機は、対象物のXYZ軸の3次元座標を計測することで、寸法や部品同士の位置関係、輪郭などの三次元的な形状を測定する機械です。
- ・接触式と非接触式が存在しますが、接触式にはタッチプローブ方式とよばれる手法があります。
- ・タッチプローブ方式は、固い物体であれば何でも計測できたり高精度で広範囲を測定できたりといったメリットがありますが、測定スピードが遅かったり測定物に傷をつける可能性があったりします。
- ・非常に高価になることもあるので、何をどれくらいの時間で計測したいかを明確にして選択を行うことが大切です。
関連製品紹介
✓ 高難易度ワーク、検査自動化に強み
✓ レーザーによる非接触測定
✓ 測定時間4秒
✓ 誰でも簡単設置&測定